 Shanxi Huan Guan Heavy Industry Large Flange Manufacturer
Shanxi Huan Guan Heavy Industry Large Flange Manufacturer




Large Forged Rings
Flange Capital of the World-China Forging Township-Specializing in the production of large flange forgings- retail priceConsult customer service for a quote
- wholesale pricesConsult customer service for a quote
- brandingDingxiang Forging Township
- the source (of a product)China - Shanxi Province
Shanxi large forgings production source manufacturers
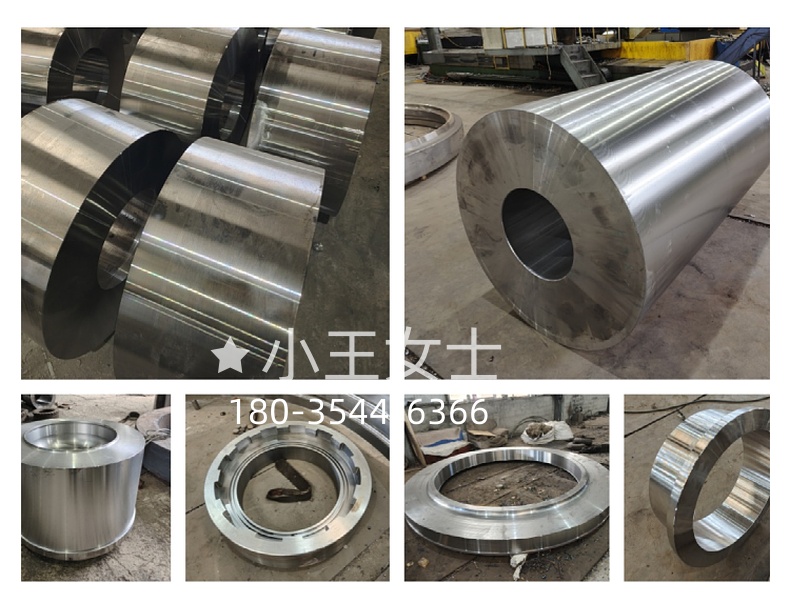
Our company has one 10,000-ton hydraulic press, one 4,000-ton hydraulic press, one 8-meter ring grinding machine, one 8-meter CNC drilling machine and other forging equipments totaling more than 200 sets!
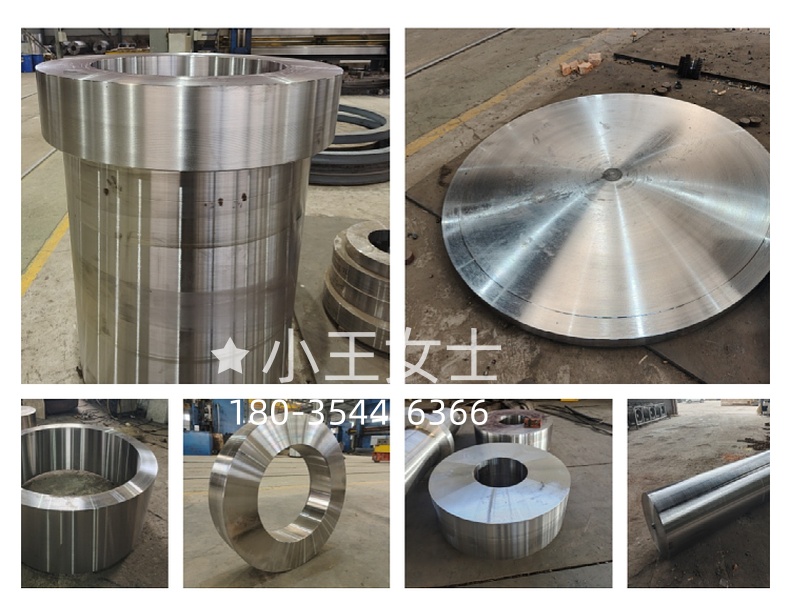
Our factory can process large forgings within 40 tons of single weight and ring forgings within 8 meters of Φ diameter.
Main: wind power tower flange, wind power brake disk, autoclave flange, all kinds of large ring forgings, cylinder forgings, roll shaft forgings, anisotropic forgings!
Welcome leaders from all walks of life to visit our factory to negotiate, contact phone: 18035446366 / Wang (with micro letter)












Carbon Steel: A350LF2, A105, Q235, Q355D, A694F52, A516-GR65, EN10222, P280GH, P245GH, P250GH, JIS S25C, SS400, S20C, 16Mn, C22.8, Q345B/C/D, 1055, 1045, C50, C45, 10#, 20#, 35#, 45#, 40#, 50#, 55#, 60# and other carbon steel forgings.
Stainless steel: ASTM, A182, F304/304L, F316/316L, F316H, F310, F321, JB4728-2000 , OCR18Ni10Ti, JB4728-2000, OCR17NI12Mo2, 2205, 2507, 2103, 904L, 254SMD, 304LN, 316LN, 1CR13, 2cr13, 3cr13, 4cr13, 321, 302, W1813N, W2014N, W2018N, W2020N, P550, , 06Cr19Ni10 (S30408), 022Cr19Ni10 (S30403), 06Cr17Ni12Mo2 (S31608), 022Cr17Ni12Mo2(S31603), 06Cr25Ni20(S31008), 06Cr18Ni11Ti(S32168), 022Cr19Ni13Mo(S31703), 0Cr17Ni4Cu4Nb, 06Cr19Ni10N, 14Cr17Ni2, 13Cr13Mo, 06Cr13 and other stainless steel forgings.
Alloy steel: 40Cr, 15CrMo, 20CrMo, 25CrMo, 30CrMo, 35CrMo, 35CrMoV, 42CrMo, 20Cr2Ni4, 20CrNiMo, 40CrNiMo, 30Cr2Ni2Mo, 35CrMoV, 12Cr1MoV, 38CrMoAl, 18Cr2Nio4W, 40CrNi2Mo, 30CrMnSi, 25Cr2MoV, 17Cr2Ni2Mo, 20MnMo, 20MnMoNb, 34CrNi3Mo, 20CrMnTi, 40CrMnMo, 30Cr2Ni2Mo, 34CrMo1, 20CrMnMo, 24CrMoV, 30Cr2MoV, 34CrNi1Mo, 17Cr2Ni2Mo, 34CrNi3MoV, 20CrMnTi, A182F1, F5, F9, F11, F22, 12Cr2Mo1, 10Cr9Mo1VNbN (F91), 10Cr9MoW2VNbBN (F92), 12CrMoV, 4140 , 4340, 4330, 4130, 4150, 9CR2MO, 17NiCrMo6-4, 18CrNiMo7-6, 30CrNiMo8, 34CRNIMO, 34CrNiMo6, 36CrNiMo4, 34CrNi3Mo, 40CRNIMO, 40CrNiMoA, 50CrMo4, Q345D, 300M, 17-4PH, PH13-8Mo, 15-5PH, AerMet100 and other alloy steel forgings.
Special steel: ASTM182F51, S31803, A182F309, Monel N04400, A182F310 and other customized forgings.
Tool steel: P20718, NAK80, S50C, 4Cr13, 3Cr17Mo, 5CrNiMo, 5CrMnMo, 4Cr2NiMoV, S7, H10, H11, H12, H13, H13 MOD, SUP H13, D2, A2, A6, A8, O1, O2, 9Cr2Mo, MC3, MC5, 7Cr3, 21CrMo10, 1Cr17Ni2, 310, 9SiCr, 5CrMnMo, 5CrNiMo, 3Cr2W8V, 4Cr5MoSiV1, CrWMn, Cr12MoV, 2Cr25Ni20Si2 and other forgings.
Heat-resistant steel: 12CrlMoVG, P11, P22, P91, P92, F92, InconeI740H, CCA617, Sanicro25, 12Cr10Co3W2MoNiVNbNB(Co3W2), 10Cr11Co3W3NiMoVNbNB(Co3W3), 14Cr17Ni2, 14Cr11MoV and other forgings processing.
Bearing steel: G20CrNiMoA, G2CrNi2MoA, G20Cr2Ni4, GCr15, GCr15SiMn, GCr15SiMo, GCr18Mo, M50, M50NiL, CSS-F42L, Cronidur30 and other customized parts from forging plants.
Gear steel: 42CrMo, 20CrNi2Mo, 34CrNi3Mo, 40CrNiMo, 20CrMnMo, 35CrMo, 18CrNiMo7-6 and other gear forgings.
High temperature alloys: GH2132, GH4169, GH3625, GH3600, GH901, GH800 and other high temperature resistant forgings.
Duplex steel: 22Cr22Ni5Mo3N(S22253), 022Cr23Ni5Mo3N(S22053), 022Cr25Ni7Mo4N(S25073), S31803, X2CrNiMoN24-5-3 and other duplex steel forgings.
Alloy steel for pressure vessels: 15NiCuMoNb, 20MnNiMo, 12Cr2Mo1, 15CrMo, 10Cr9Mo1VNbN, 10Cr9MoW2VNbNB, 12Cr1MoV, 20MnMo and other pressure vessel forgings.
Ultra-low carbon stainless steel: 022Cr19Ni10(S30403), 022Cr17Ni12Mo2(S31603), 022Cr22Ni5Mo3N(S22253), 022Cr23Ni5Mo3N(S22053), 022Cr25Ni7Mo4N(S25073), 022Cr19Ni13Mo(S31703) low carbon stainless steel forgings.
Alloy steel for low-temperature pressurized equipment: 16MnD, 20MnMoD, 08MnNiMoVD, 09MnNiD, etc. belong to special forgings of forging plant.
Forged flanges for high temperature, valves: F11, F22, F91, F92, F316L, F304, F304L, F304N, F316, F316L, F316LN, F317, F317L, F51, F53, F55 and other forged steel parts.
High temperature performance of alloy and non-alloy steel: P235GH (1.0345), P265GH (1.0425), 16Mo3 (1.5415), 15NiCuMoNb5-6-4 (1.6368), 13CrMo4-5 (1.7335), 10CrMo9-10 (1.7380), X10CrMoVNb9 -1(1.4903), 20MnMoNo4-5(1.6311) and other high performance forgings.
Our factory can customize 40 tons inside diameter 9 meters of large wind power flange forgings, autoclave flange, running ring wheel with forgings, and other types of machinery large forgings, welcome to the factory to discuss cooperation!
Contact Ms. Wang: 18035446366 (with micro letter)
Related Cases
Recommendations Video Case: SWP40 / FS186 / FS1176 Series National Standard Test Case
991
Video Case: SWP40 / FS186 / FS1176 Series National Standard Test Case
991- brandingMOKKS
- the source (of a product)China - Guangdong Province
- Safety & Certificationios985,bks358,cs558
Video description: block mode to build a product page can be more comprehensive and clearer to show the various contents of the product, if your product has a lot of content to show to customers, then you can use the block to build an unparalleled form of display. Tab block can be inserted into the various types of display, product introduction, product video, product parameters, product data download can be...
-
Video Case: SWP40 / FS186 / FS1176 Series National Standard Test Case
977
- brandingMOKKS
- the source (of a product)China - Guangdong Province
- Safety & Certificationios985,bks358,cs558
Video description: block mode to build a product page can be more comprehensive and clearer to show the various contents of the product, if your product has a lot of content to show to customers, then you can use the block to build an unparalleled form of display. Tab block can be inserted into the various types of display, product introduction, product video, product parameters, product data download can be...
-
Video Case: SWP40 / FS186 / FS1176 Series National Standard Test Case
1043
- brandingMOKKS
- the source (of a product)China - Guangdong Province
- Safety & Certificationios985,bks358,cs558
Video description: block mode to build a product page can be more comprehensive and clearer to show the various contents of the product, if your product has a lot of content to show to customers, then you can use the block to build an unparalleled form of display. Tab block can be inserted into the various types of display, product introduction, product video, product parameters, product data download can be...
-
Video Case: SWP40 / FS186 / FS1176 Series National Standard Test Case
981
- brandingMOKKS
- the source (of a product)China - Guangdong Province
- Safety & Certificationios985,bks358,cs558
Video description: block mode to build a product page can be more comprehensive and clearer to show the various contents of the product, if your product has a lot of content to show to customers, then you can use the block to build an unparalleled form of display. Tab block can be inserted into the various types of display, product introduction, product video, product parameters, product data download can be...




loading...
It's already to the last piece of content!
Frequently Asked Questions
Forging and castingare two common metal hot-working processes, both of which can process metal materials into parts or blanks with certain shapes, sizes and properties.
However, theirPrinciples, methods, characteristics and areas of application are very different, which is briefly described below.
I. Differences in principles and methods
Principles of ForgingIt is the use of forging machinery to apply pressure to the metal billet to produce plastic deformation, in order to obtain the desired forgings.
There are two main methods of forging:Free and die forgingFree Forging. Free forging refers to the upper and lower two mainstay between the use of impact or pressure to directly deform the blank, simple shape, flexible operation, suitable for single-piece or small batch production. Die forging refers to a certain shape of the forging die, the use of pressure to make the billet full of mold cavity, complex shape, operation specifications, applicable to the production of large quantities.
Forging can also be categorized as hot forging, warm forging and cold forging, depending on the temperature of deformation. Hot forging refers to forging at temperatures higher than the recrystallization temperature of the metal, warm forging refers to forging at temperatures lower than the recrystallization temperature, and cold forging refers to forging at room temperature.
Principles of CastingThe metal is melted into a liquid and poured into a cavity with a specific shape, then cooled and solidified, cleaned and processed to obtain the desired casting.
There are two main categories of casting methods:Sand casting and special casting. Sand casting refers to the casting with natural sand or artificial sand as the main modeling material, simple modeling, low cost, applicable to a variety of materials and specifications of the castings. Special casting refers to the use of other materials or methods in addition to sand as the molding material casting, molding precision, high quality, suitable for complex shapes or high requirements of the castings.
Special casting can be divided into metal casting, investment casting, ceramic casting, centrifugal casting, pressure casting, etc.The
II. Differences in characteristics and performance
The characteristics and properties of forging and casting depend largely on the differences in the way and extent to which they deform the metal.
Forging is the plastic deformation of metal in the solid stateThe forging process can improve the organizational structure of the metal, refine the grain, eliminate casting defects, and improve the strength and toughness of the metal. Forging parts of the internal organization is relatively uniform, dense, no porosity, inclusions and other defects, surface finish, precise size, excellent mechanical properties, wear-resistant, corrosion-resistant, impact-resistant, suitable for bearing high loads, high temperatures, high speeds and other severe working conditions of the important parts.
However, forging also has some disadvantages, such as high processing costs, high energy consumption, large equipment footprint, high noise, high technical requirements for operators, high quality requirements for raw materials, is not suitable for the production of complex shapes, many internal cavities of the parts.
Casting is the filling of metal in a liquid state.It can manufacture parts with complex shapes and many internal cavities, with wide adaptability and production flexibility, and can use various metal materials with low cost and high efficiency.
However, casting also has some disadvantages, such as metal in the melting and solidification process is prone to oxidation, inclusions, segregation and other defects, affecting the organizational structure and properties of the metal, the casting of the internal organization is not uniform, there are pores, cracks, shrinkage holes and other defects, the surface is rough, the size of the inaccurate, the mechanical properties of the poor strength and toughness of the low, not wear-resistant, corrosion-resistant, impact-resistant, unsuitable for withstand high loads, high temperatures, high-speed It is not suitable to bear high load, high temperature, high speed, and other severe working conditions of the important parts.
III. Differences in application areas
Forging and castingThe application areas of the forging mainly depend on their characteristics and performance differences. Forging is mainly used in aviation, aerospace, automobile, machinery, metallurgy, petroleum, chemical industry, electric power, rail transportation and other fields, common forging parts are crankshafts, hubs, gears, shafts, hammerheads, knives, valves, turbines, engine parts and so on.
cast (pour metal into a mold)Mainly used in agriculture, construction, water conservancy, mining, light industry, home appliances and other fields, common castings are pipe fittings, flanges, pump bodies, valve bodies, machine tool beds, racks, fan impellers, motor shells, pressure vessels, stoves, pots and pans, iron art, sculpture and so on.
In short, forging and casting are two different metal heat processing techniques, they have their own advantages and disadvantages, suitable for different materials and uses. In the actual production, often need to be based on specific needs and conditions, comprehensive consideration of the feasibility of forging and casting, economy, quality and efficiency, choose the most appropriate process.
What does everyone think about this? Leave your great comments.
For more high value content, please follow the author to view the homepage. Thanks!
Both forging and forging have their own advantages and disadvantages, and deciding which process is of better quality depends on the specific production situation and requirements.
I. Basic Concepts of Forging and Stamping
Forging is a manufacturing process in which metal materials are deformed and processed using various forging machines. Among them, forging is the use of high-pressure forging machines to press heated metal materials into the desired shape, and forging is the use of hammer blows to process metal materials into the desired shape. Although both processes are forging methods, their specific operation methods and principles are different.
Second, the advantages and disadvantages of forging and forging
1. Advantages of forging
(1) Forging can ensure the precision and surface finish of molding, which is suitable for processing thinner metal plates and strip materials;
(2) Forging allows for mass production using molds, which is more efficient;
(3) No vibration and noise will be generated during the forging and pressing process, which is safe for the health of workers.
2. Advantages of forging
(1) Forging can enhance the plasticity and toughness of metal materials, suitable for processing large and shaped parts;
(2) Forging can ensure the smoothness and continuity of the fibers of the metal material under the premise of maintaining a certain molding accuracy, so that the processed finished product has higher durability;
(3) Forging can adjust the strength and speed during forging to adapt to the processing needs of different materials and sizes.
III. Application Scenarios for Forging and Forging
1. Application scenarios of forging
(1) Mass production of thin-walled or small precision parts;
(2) Machining of parts with relatively simple shapes and large workloads;
(3) Machining of parts requiring high machining accuracy and surface finish.
2. Application scenarios of forging
(1) Machining of large or shaped parts;
(2) Processing of parts that require high toughness and durability of metal materials;
(3) Processing of parts that require adjustment of force, speed and angle during forging.
Fourth, forging and forging who is good quality judgment
From the above advantages, disadvantages and application scenarios, the advantages and application scenarios of forging and forging are different, so it is not possible to simply say that one is better than the other. Specifically, the suitable forging process should be selected according to the production situation, processing requirements and material properties. In practice, many cases are processed using a combination of forging and forging, so that the advantages of each can be utilized to achieve better processing results.
[Conclusion]
Forging and forging are a kind of forging process, each has its own advantages and disadvantages, the choice of which method depends mainly on the processing requirements and material properties. In practice, it is often necessary to choose the appropriate process method or a combination of processing according to the specific circumstances, in order to achieve better results.
Forging factory production of forgings products of different shapes, different forgings products composed of mechanical parts are also different sizes. Forging plant according to the shape of different shapes of forgings used in different processing methods, a variety of cutting and processing of forgings are also a variety of methods. Forging plant commonly used processing methods are turning, drilling, boring, planing, broaching, milling and grinding and other forging processing methods. Although the processing principle of these methods is different but, there are still many commonalities, the most important is the processing of forgings when the form of cutting motion is different, but due to the various types of processing machine tools and tools used are different, so they have their own process characteristics and scope of application. Below to introduce our forgings and charges:
1、 Drilling and processing of general materials
The depth to diameter ratio is not more than 2.5 times the diameter of 25MM or less according to the diameter of the drill bit * 0.05 The diameter of 25-60 according to the diameter of the drill bit * 0.12 (the smallest hole is not less than 0.5 dollars)
General material charges for depth-to-diameter ratios greater than 2.5 base price * depth-to-diameter ratio * 0.4 charge Base price * 5 charge for hole diameter accuracy requirements less than 0.1MM or center distance requirements less than 0.1MM.
Tapping charges according to the tap diameter * 0.2 charges (cast iron as a standard, steel another * 1.2), in the batch processing to the standard base price * 0.2-0.8 charges (according to the batch size and processing ease)
2, lathe processing class general precision optical axis processing
For L/D ratios not greater than 10, the charge is based on the blank size of the machined part*0.2 (minimum $5).
If the L/D ratio is more than 10, the base price of general optical shaft * L/D ratio * 0.15, if the accuracy is within 0.05mm or if the taper is required, the base price of general optical shaft * 2 is charged.
General stepped shafts (fan shafts, pump shafts, reducer shafts, grinding wheel shafts, motor shafts, spindles, etc.) are processed with general precision optical shafts. Base price*2 is charged. Stepped shafts with taper, internal and external ribbing are processed with general precision optical shafts. Base price*3 is charged.
General-purpose screws are processed on the basis of general-precision optical shafts at a base price*4.
General flange type parts charge according to the material diameter * 0.07 charge, diameter greater than 430MM according to the material diameter * 0.12 charge.
General round nut parts are charged at diameter * 0.25 (including materials)
General trapezoidal, triangular nut parts by diameter * 0.3 (not including material)
General bushing parts (diameter less than 100 diameter length ratio less than 2) according to the material outside diameter * 0.2 charge, diameter length ratio more than 2 according to the diameter length ratio * base price * 0.6
General repair bearing table parts wear less than 2MM diameter less than 40MM width less than 25MM each 5 yuan, need to be on the center frame, or length greater than 1.7 meters of the base price * 2 charged. Diameter greater than 40MM diameter * 0.2 charge.
3, milling machine processing class general keyway processing
(For aspect ratios less than 10) Charge at keyway width * 0.5 (minimum $5). (Aspect ratio over 10 is charged at aspect ratio*base price*0.1.)
If there is a strict positional requirement, it will be charged at the base price*2.
Processing of materials with hardness greater than HRC40 is charged at base price*2.
General spline machining (L/D ratio less than 5) is charged according to the spline shaft O.D. * 0.8 (minimum $15)
General gear processing by module * number of teeth
*0.5$ charged. Worm gears are charged at base *1.2. Helical gears, bevel gears, and shift gears are charged at base *2.
General flat processing category charged at $1.5 per square decimeter ($5 minimum)
General boring process is charged at hole diameter * 0.25.
4, forging plant band saw processing class general round steel, thick-walled tube, square steel cut-off, calculated at 5 yuan per square decimeter (minimum 5 yuan) general steel plate cutting, slitting, cornering at 10 yuan per square decimeter (minimum 10 yuan).
5, wire cutting processing general parts by cutting area (square millimeter) * 0.008 yuan charge. Parts that need to be threaded are charged an additional 5 yuan per threaded hole.
6, electric welding and gas cutting and plasma cutting ordinary welding rod diameter 3.2 1 yuan each, TH506 welding castings 3 yuan each. Gas cutting processing, plasma cutting stainless steel according to the iron plate thickness MM * cutting length M calculation, according to the gas cutting base price * 3 charge, cutting carbon steel according to the gas cutting base price * 2 charge.
7, forging parts factory on special emergency parts and overtime parts, according to the standard base price * 2 charge special emergency parts defined as: the first time to arrange for a particular customer maintenance or manufacturing emergency parts. Overtime parts are parts that must be manufactured continuously in excess of normal working hours.
Recommended Products
Recommendations-
Sand making machine wheel belt roller ring forgings
- retail priceConsult customer service for a quote
Large caliber running ring forgings
-
Wind power brake disk forgings
- retail priceConsult customer service for a quote
Wind power brake disk forgings for wind power equipment
-
Dryer rollers
- retail priceConsult customer service for a quote
Dryer roll ring forgings
-
Large caliber ring forgings
- retail priceConsult customer service for a quote
Large-diameter ring forgings for machinery and equipment




loading...
It's already to the last piece of content!

