山西环冠重工大型法兰生产厂家
山西环冠重工大型法兰生产厂家




山西大型锻件生产源头厂家
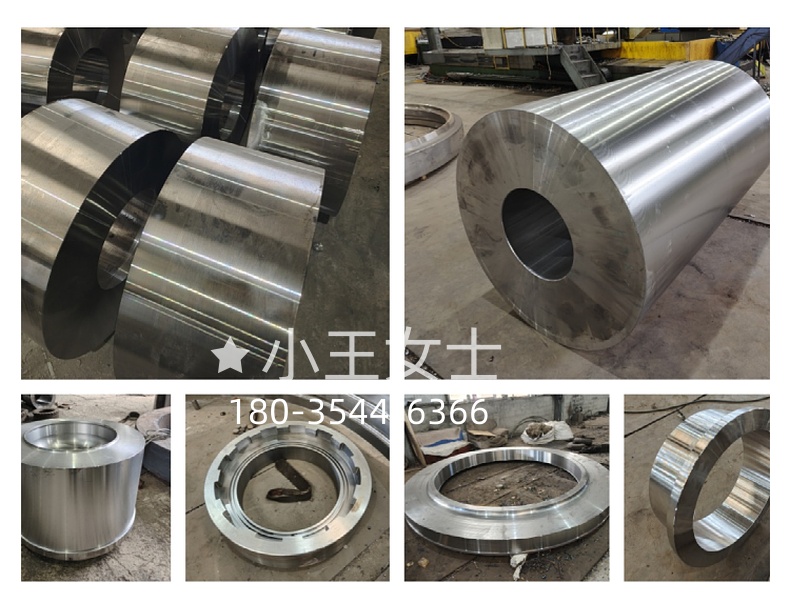
我司拥有10000吨油压机一台、4000吨油压机一台、8米碾环机一台、8米数控钻床一台等其他锻造设备共计200余台!
本厂可加工单重40吨内的大型锻件,Φ直径8米内的环形锻件。
主营:风电塔筒法兰、风电刹车盘、蒸压釜法兰、各类大型环形锻件、缸体锻件、轧辊轴锻件、异性锻件!
欢迎各界领导来本厂参观洽谈,联系电话:18035446366/小王(同微信)












常用原材料号牌:
碳钢:A350LF2、A105、Q235、Q355D、A694F52、A516-GR65、EN10222、P280GH、P245GH、P250GH、JIS S25C、SS400、S20C、16Mn、C22.8、Q345B/C/D、1055、1045、C50、C45、10#、20#、35#、45#、40#、50#、55#、60#等碳钢锻件。
不锈钢:ASTM、A182、F304/304L、 F316/316L、 F316H、F310、 F321、JB4728-2000 、OCR18Ni10Ti、JB4728-2000、OCR17NI12Mo2、2205、2507、2103、904L、254SMD、304LN、316LN、1CR13、2cr13、3cr13、4cr13、321、302、W1813N、W2014N、W2018N、W2020N、P550、 、06Cr19Ni10(S30408)、022Cr19Ni10(S30403)、06Cr17Ni12Mo2(S31608)、022Cr17Ni12Mo2(S31603)、06Cr25Ni20(S31008)、06Cr18Ni11Ti(S32168)、022Cr19Ni13Mo(S31703)、0Cr17Ni4Cu4Nb、06Cr19Ni10N、14Cr17Ni2、13Cr13Mo、06Cr13等不锈钢锻件。
合金钢:40Cr、15CrMo、20CrMo、25CrMo、30CrMo、35CrMo、35CrMoV、42CrMo、20Cr2Ni4、20CrNiMo、40CrNiMo、30Cr2Ni2Mo、35CrMoV、12Cr1MoV、38CrMoAl、18Cr2Nio4W、40CrNi2Mo、30CrMnSi、25Cr2MoV、17Cr2Ni2Mo、20MnMo、20MnMoNb、34CrNi3Mo、20CrMnTi、40CrMnMo、30Cr2Ni2Mo、34CrMo1、20CrMnMo、24CrMoV、30Cr2MoV、34CrNi1Mo、17Cr2Ni2Mo、34CrNi3MoV、20CrMnTi、A182F1、F5、F9、F11、F22、12Cr2Mo1、10Cr9Mo1VNbN(F91)、10Cr9MoW2VNbBN(F92)、12CrMoV、4140、4340、4330、4130、4150、9CR2MO、17NiCrMo6-4、18CrNiMo7-6、30CrNiMo8、34CRNIMO、34CrNiMo6、36CrNiMo4、34CrNi3Mo、40CRNIMO、40CrNiMoA、50CrMo4、Q345D、300M、17-4PH、PH13-8Mo、15-5PH、AerMet100等合金钢锻件。
特殊钢材:ASTM182F51、S31803、A182F309、Monel N04400、A182F310等定制锻件。
工模具钢:P20718、NAK80、S50C、4Cr13、3Cr17Mo、5CrNiMo、5CrMnMo、4Cr2NiMoV、S7、H10、H11、H12、H13、H13 MOD、 SUP H13、D2、A2、A6、A8、O1、O2、9Cr2Mo、MC3、MC5、7Cr3、21CrMo10、1Cr17Ni2、310、9SiCr、5CrMnMo、5CrNiMo、3Cr2W8V、4Cr5MoSiV1、CrWMn、Cr12MoV、2Cr25Ni20Si2等锻件产品。
耐热钢:12CrlMoVG、P11、P22、P91、P92、F92、InconeI740H、CCA617、 Sanicro25、12Cr10Co3W2MoNiVNbNB(Co3W2)、10Cr11Co3W3NiMoVNbNB(Co3W3)、14Cr17Ni2、14Cr11MoV等锻件加工。
轴承钢:G20CrNiMoA、G2CrNi2MoA、G20Cr2Ni4、GCr15、GCr15SiMn、GCr15SiMo、GCr18Mo、M50、M50NiL、CSS-F42L、 Cronidur30等锻件厂定制件。
齿轮钢:42CrMo、20CrNi2Mo、34CrNi3Mo、40CrNiMo、20CrMnMo、35CrMo、18CrNiMo7-6等齿轮锻件。
高温合金:GH2132、GH4169、GH3625、GH3600、GH901、GH800等耐高温锻件。
双相钢:22Cr22Ni5Mo3N(S22253)、022Cr23Ni5Mo3N(S22053)、022Cr25Ni7Mo4N(S25073)、S31803、X2CrNiMoN24-5-3等双相钢锻件。
压力容器用合金钢:15NiCuMoNb、20MnNiMo、12Cr2Mo1、15CrMo、10Cr9Mo1VNbN、10Cr9MoW2VNbNB、12Cr1MoV、20MnMo等压力容器锻件。
超低碳不锈钢:022Cr19Ni10(S30403)、022Cr17Ni12Mo2(S31603)、022Cr22Ni5Mo3N(S22253)、022Cr23Ni5Mo3N(S22053)、022Cr25Ni7Mo4N(S25073)、022Cr19Ni13Mo(S31703)低碳不锈钢锻件。
低温承压设备合金钢:16MnD、20MnMoD、08MnNiMoVD、09MnNiD等属于锻件厂特殊锻件。
高温用锻制法兰,阀门:F11、F22、F91、F92、F316L、F304、F304L、F304N、F316、F316L、F316LN、F317、F317L、F51、F53、F55等锻钢件。
高温性能的合金钢和非合金钢:P235GH(1.0345)、P265GH(1.0425)、16Mo3(1.5415)、15NiCuMoNb5-6-4(1.6368)、13CrMo4-5(1.7335)、10CrMo9-10(1.7380)、X10CrMoVNb9-1(1.4903)、20MnMoNo4-5(1.6311)等高性能锻件。
相关案例
Recommendations
视频案例:SWP40 / FS186 / FS1176 系列国行标准测试案例
991- 品牌MOKKS
- 产地中国-广东省
- 安全&认证IOS985,BKS358,CS558
视频简介:区块模式打造的产品页面可以更加全面更加清晰的展示产品的各个内容,如果你的产品有很多的内容需要展示给客户,那么你可以使用区块搭建出一个无与伦比的展示形式。 Tab区块可以插入各类型的展示方式,产品介绍、产品视频、产品参数、产品资料下载均可以…
-
视频案例:SWP40 / FS186 / FS1176 系列国行标准测试案例
977- 品牌MOKKS
- 产地中国-广东省
- 安全&认证IOS985,BKS358,CS558
视频简介:区块模式打造的产品页面可以更加全面更加清晰的展示产品的各个内容,如果你的产品有很多的内容需要展示给客户,那么你可以使用区块搭建出一个无与伦比的展示形式。 Tab区块可以插入各类型的展示方式,产品介绍、产品视频、产品参数、产品资料下载均可以…
-
视频案例:SWP40 / FS186 / FS1176 系列国行标准测试案例
1043- 品牌MOKKS
- 产地中国-广东省
- 安全&认证IOS985,BKS358,CS558
视频简介:区块模式打造的产品页面可以更加全面更加清晰的展示产品的各个内容,如果你的产品有很多的内容需要展示给客户,那么你可以使用区块搭建出一个无与伦比的展示形式。 Tab区块可以插入各类型的展示方式,产品介绍、产品视频、产品参数、产品资料下载均可以…
-
视频案例:SWP40 / FS186 / FS1176 系列国行标准测试案例
981- 品牌MOKKS
- 产地中国-广东省
- 安全&认证IOS985,BKS358,CS558
视频简介:区块模式打造的产品页面可以更加全面更加清晰的展示产品的各个内容,如果你的产品有很多的内容需要展示给客户,那么你可以使用区块搭建出一个无与伦比的展示形式。 Tab区块可以插入各类型的展示方式,产品介绍、产品视频、产品参数、产品资料下载均可以…




loading…
已经是到最后一篇内容了!
常见问题解答
锻造和铸造是两种常见的金属热加工工艺,它们都可以将金属材料加工成具有一定形状、尺寸和性能的零件或毛坯。
但是,它们的原理、方法、特点和应用领域都有很大的不同,下面就来简要介绍一下。
一、原理和方法的区别
锻造的原理是利用锻压机械对金属坯料施加压力,使其产生塑性变形,以获得所需的锻件。
锻造的方法主要有两种:自由锻和模锻。自由锻是指在上下两个砥铁之间,利用冲击力或压力直接使坯料变形,形状简单,操作灵活,适用于单件或小批量的生产。模锻是指在具有一定形状的锻模内,利用压力使坯料充满模腔,形状复杂,操作规范,适用于大批量的生产。
锻造还可以根据变形温度的不同,分为热锻、温锻和冷锻。热锻是指在高于金属的再结晶温度的温度下进行的锻造,温锻是指在低于再结晶温度的温度下进行的锻造,冷锻是指在常温下进行的锻造。
铸造的原理是将金属熔化成液体,然后浇注到有特定形状的型腔中,经过冷却凝固,清理处理后得到所需的铸件。
铸造的方法主要有两大类:砂型铸造和特种铸造。砂型铸造是指用天然砂或人造砂作为主要造型材料的铸造,造型简单,成本低廉,适用于各种材料和规格的铸件。特种铸造是指用除砂以外的其他材料或方法作为造型材料的铸造,造型精密,质量高,适用于形状复杂或要求高的铸件。
特种铸造又可以分为金属型铸造、熔模铸造、陶瓷型铸造、离心铸造、压力铸造等。
二、特点和性能的区别
锻造和铸造的特点和性能主要取决于它们对金属的变形方式和程度的不同。
锻造是在固态下对金属进行塑性变形,可以改善金属的组织结构,细化晶粒,消除铸态缺陷,提高金属的强度和韧性。锻造件的内部组织比较均匀,密实,无气孔,夹杂等缺陷,表面光洁,尺寸精确,机械性能优良,耐磨,耐腐蚀,耐冲击,适用于承受高负荷,高温,高速等恶劣工况的重要零件。
但是,锻造也有一些缺点,如加工成本高,能耗大,设备占地面积大,噪音大,对操作工人的技术要求高,对原材料的质量要求高,不适合生产形状复杂,内腔多的零件。
铸造是在液态下对金属进行充型,可以制造出形状复杂,内腔多的零件,适应性广,生产灵活,可以使用各种金属材料,成本低,效率高。
但是,铸造也有一些缺点,如金属在熔化和凝固过程中容易产生氧化,夹杂,偏析等缺陷,影响金属的组织结构和性能,铸件的内部组织不均匀,存在气孔,裂纹,缩孔等缺陷,表面粗糙,尺寸不准,机械性能较差,强度和韧性低,不耐磨,不耐腐蚀,不耐冲击,不适合承受高负荷,高温,高速等恶劣工况的重要零件。
三、应用领域的区别
锻造和铸造的应用领域主要取决于它们的特点和性能的不同。锻造主要应用于航空,航天,汽车,机械,冶金,石油,化工,电力,轨道交通等领域,常见的锻造件有曲轴,轮毂,齿轮,轴,锤头,刀具,阀门,涡轮,发动机零件等。
铸造主要应用于农业,建筑,水利,矿山,轻工,家电等领域,常见的铸造件有管件,法兰,泵体,阀体,机床床身,机架,风机叶轮,电机外壳,压力容器,炉具,锅具,铁艺,雕塑等。
总之,锻造和铸造是两种不同的金属热加工工艺,它们各有各的优缺点,适合不同的材料和用途。在实际的生产中,往往需要根据具体的需求和条件,综合考虑锻造和铸造的可行性,经济性,质量和效率,选择最合适的工艺方法。
对此,大家怎么看呢?留下你的精彩评论吧。
更多高价值内容,请关注作者查看主页。谢谢!
锻压与锻打都有各自的优缺点,决定哪种工艺的质量更好取决于具体的生产情况和要求。
一、锻压与锻打的基本概念
锻造是指用各种锻造机械对金属材料进行变形和加工的制造工艺。其中,锻压是利用高压锻压机将加热后的金属材料压成所需形状,锻打则是用锤击将金属材料加工成所需形状。这两种工艺虽然都是锻造方法,但其具体操作方法和原理有所不同。
二、锻压与锻打的优缺点
1.锻压的优点
(1)锻压可以保证成型的精度和表面光洁度,适合加工较薄金属板和带状材料;
(2)锻压可以利用模具进行批量生产,效率较高;
(3)锻压加工时不会产生振动和噪音,对工人的身体健康有保障。
2.锻打的优点
(1)锻打可以增强金属材料的塑性和韧性,适合加工大型件和异形零件;
(2)锻打可以在保持一定成型精度的前提下,保证金属材料的纤维流畅性和连续性,使加工出的成品耐久性更高;
(3)锻打可以调节锻造时的力度和速度,适应不同材料和尺寸的加工需求。
三、锻压与锻打的应用场景
1.锻压的应用场景
(1)薄壁件或小精度零件的批量生产;
(2)形状比较简单,工作量较大的零件加工;
(3)对加工精度和表面光洁度要求较高的零件加工。
2.锻打的应用场景
(1)大型件或异型零件的加工;
(2)对金属材料韧性和耐久性要求较高的零件加工;
(3)需要调节锻造时的力度、速度和角度的零件加工。
四、锻压与锻打谁质量好的判断
从以上的优缺点和应用场景来看,锻压和锻打的优点和适用场景是不同的,因此无法简单地说一个比另一个好。具体来说,要根据生产情况、加工要求和材料特性来选择适合的锻造工艺。在实际情况中,许多情况下都是采用锻压和锻打相结合的方式进行加工,这样可以发挥各自的优点,达到更好的加工效果。
【结论】
锻压与锻打都是锻造工艺的一种,各有其优劣,选择哪种方法主要取决于加工要求和材料特性。在实际应用中,往往需要根据具体情况选择合适的工艺方法或相结合的方式进行加工,以达到更好的效。
锻造厂生产的锻件产品形状各异,不同的锻件产品组成的机械零件也大小不一。锻造厂根据不同形状的锻件形状所使用的加工方法也不同,各种切削加工锻件的方法也多种多样。锻造厂常用的加工方法有车削、钻削、镗削、刨削、拉削、铣削和磨削等几种锻件加工方法。虽然这些方法的加工原理不同但是,还是有许多共同之处,最主要的是加工锻件时切削运动形式不同,但由于各类加工的机床和所使用的刀具不同,所以它们又有各自的工艺特点及应用范围。下面给大家介绍下我们的锻件以及收费:
1、 钻孔加工一般材料
深径比不大于2.5倍的直径25MM以下按钻头直径*0.05 直径25-60的按钻头直径*0.12(最 小孔不低于0.5元)
深径比大于2.5的一般材料收费基价*深径比*0.4收取 对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费
对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2),在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)
2、 车床加工类一般精度光轴加工
长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)
长径比大于10的按一般光轴基价*长径比数*0.15 精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取
一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工 基价*2收取 阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工 基价*3收取
一般用途丝杠按一般精度光轴加工 基价*4收取
一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)
一般梯形,三角螺母零件按直径*0.3(不包材料)
一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6
一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。直径大于40MM的按直径*0.2收取。
3、铣床加工类一般键槽加工
(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。长宽比超过10的按长宽比*基价*0.1收取。
如有严格位置度要求的按基价*2收取。
硬度大于HRC40的材料加工按基价*2收取。
一般花键加工(长径比小于5的)按花键轴外径*0.8收取(最低15元)
一般齿轮类加工按模数*齿数
*0.5元收取。蜗轮按基数*1.2收取。斜齿轮,伞齿轮,变位齿轮按基价*2收取。
一般平面加工类按每平方分米1.5元收取(最低5元)
一般镗孔加工按孔直径*0.25收取。
4、锻件厂带锯加工类一般圆钢,厚壁管,方钢截断,按每平方分米5元计算(最低5元)一般钢板切断,分条,开角按每平方分米10元(最低10元)。
5、线切割加工一般零件按切断面积(平方毫米)*0.008元收费。需要穿丝的零件每穿丝孔加价5元。
6、电焊与气割与等离子切割普通焊条直径3.2的每支1元,TH506焊铸件每支3元。气割加工,按铁板厚度MM*切割长度M计算等离子切割不锈钢,按气割基价*3收取,切割碳钢按气割基价*2收取。
7、锻件厂关于特别加急件与加班件,按标准基价*2收取特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。加班件系指超过正常工作时间而必须连续制造的零件。